Design and Sizing of an Oil/Water Separator
Below is a reprint from section 5 of “Public Works Technical Bulletin 200-1-05”. The entire bulletin should be reviewed by anyone considering the purchase of an oil water separator or separation system.
5. Installations Should Not Rely on Manufacturer’s Literature or Claims To Determine Separator Performance.
a. Purchasers of oil/water separators are often ignorant of the device’s capabilities and constraints. They do not know which types of separators will provide the desired results for a particular application and rely on manufacturer’s literature or sales representatives for unit evaluation. However, vendor literature normally does not address important characteristics such as highly variable flow rates and variations in suspended solids and oil concentrations. Rather, performance is advertised according to ideal conditions of consistent flow and oil concentrations, and no other contaminants present. There are no industry standards that manufacturers must meet. This has resulted in a large number of prefabricated separators hitting the market. Many of these manufacturers are making unsubstantiated claims about their product’s performance capabilities. Often times, performance tests are performed under unreasonable conditions.
b. An example of a manufacturer misrepresenting equipment performance capabilities was found at an installation in the Southwest. The installation wrote a contract for the purchase of 60 pre-fabricated separators with coalescing plate packs for treating vehicle wash water. The specifications of the contract stated that the separators should be designed to treat a waste stream of 100 gpm. The separators were purchased and installed. However, they only performed at the rated capacity for approximately 1 minute, after which the separator could not treat the 100 gpm flow rate and became overloaded. Oil began passing through the separator, creating a continual discharge to the environment that violated the installation’s NPDES permit. The installation currently continues to use the separators (with regulator approval), and cleaning up the discharged oil. This is an interim measure until the installation’s Central Vehicle Wash Facility (CVWF) is complete. Once finished, 54 of the washracks PWTB No. 200-1-05 5 December 1997 A-12 will be closed and the separators will be removed. The six that remain will be replaced with new separators that the installation designed. These will discharge to the CVWF.
c. A related incident occurred at an Army installation involving a manufacturer loosely interpreting the terms of a contract. The purchasing agent wrote a contract for the purchase of several prefabricated separators with coalescing plate packs to be installed at various Army Reserve centers. The contract specifications called for a minimum spacing between plates of 3/4 inch. One company bidding on the contract supplied drawings and specifications stating their plates had a nominal spacing of 3/4 inch. This company was the lowest bidder and was awarded the contract. However, another company, who had also bid on the contract, obtained copies of the specifications through the Freedom of Information Act, and contested the awarding of the contract. Upon closer examination of the drawings, it was noted that the spacing between the plates was less than 0.65 in., certainly less than the minimum requirement of 0.75 inch. The agent contacted the company, who offered to adjust the plate spacing to bring the separator within spacing specifications. They kept the contract.
d. Many manufacturers attempt to provide a scientific basis for their performance calculations by presenting an oil droplet size distribution, and then suggesting that such a determination can be made by using the Susceptibility to Separation (STS) test described in American Petroleum Institute (API) Publication 421. The STS test does not produce such data. Manufacturer’s literature will often depict data concerning oil droplet size distribution based on percentages of droplets greater than specific micron sizes. However, there is no known or recognized analytical procedure that will provide this information.
e. It is imperative that installations purchasing oil/water separators write their contract specifications carefully and in as much detail as possible. This means understanding as much as possible about the content of the process stream (see para. 2d) and the capabilities of various separator types. Unfortunately, very little definitive guidance is available that describes various separator configurations and what level of performance to expect from that configuration. To ensure that the separator being installed will meet performance expectations, enter as much information as possible into the contract specifications, including influent characteristics (to the extent known) and PWTB No. 200-1-05 5 December 1997 A-13 specific effluent requirements. Also include some type of testing requirements or quality assurance measures for after the separator is installed. This testing should represent worst case operation of the separator, not just ideal operating conditions.
SPECIAL NOTE:
In 5-d above it states that API-421 does not generate data in regard to oil droplet size distribution, and this is correct. In the HydroFlo “Test for Determination of Susceptibility of Separation of Oil From Water in a Gravity Type Oil Water Separator” we have expanded on the API bench test to give you a reasonable procedure for calculating the removal efficiency required to meet your target effluent quality.
Oil water separators are typically considered very simple devices. However, several factors that could potentially affect safety, efficiency, and proper management must be given careful consideration prior to the installation or modification of any oil water separator or separation system:
- Flow Rate
In general, separators are sized by the flow rate verses the separation chamber’s effective surface area (or projected surface area in the case of a “coalescing” or parallel plate type separator). Therefore, the effectiveness of any oil water separator is affected by the flow rate. The slower the flow, the better the results. - Design Capacity
An oil water separator has upper limits to the amounts of oil and sludge that can effectively accumulate while it is in operation. If too much oil accumulates in the receiving and middle chambers, it may flow into the wastewater outlet chamber and end up being discharged to the environment. Proper oil water separator design will allow for the removal and storage of accumulated oil and sludge from the separator to ensure that the accumulated products do not effect the operation of the separator. - Emulsifying Agents
Detergents and soaps designed to remove oily grime from equipment, vehicles, or other components can adversely affect the operation of a gravity oil water separator. These types of surfactants, or “emulsifying” agents, are specifically formulated to increase the dispersal of oil into water, which is why they are such good cleaners. When these soapy wastewaters enter an oil water separator, it takes significantly longer for the oil to separate, if it can, from the water. Excessive use of detergents can render an oil water separator inefficient by completely emulsifying oils into the wastewater stream and allowing them to pass through the system. Low-emulsifying soaps are available that allow oil separation to occur more quickly after the soapy water enters the oil water separator. - Maintenance Practices
The ability of oil water separators to function properly depends upon the timely performance of required service and maintenance. Oil/water separators must be monitored and maintained by competent personnel who understand how the systems operate. Oil/water separators should be given the same close attention given to any other important piece of equipment. The operators, users, and maintainers of the oil/water separator must clarify who will be responsible for monitoring, inspecting, maintaining, and servicing the system. Frequent inspections should be made of the system and all associated piping, valves, etc. to prevent operational and mechanical failures or inefficiencies. Sludge and oil need to be periodically removed from the oil/water separator to keep it operating properly. Additionally, leaks from oil/water separators can result in environmental pollution, which can trigger costly investigative studies and cleanups. Rigorous implementation of an OWS inspection and maintenance plan can prevent discharges from the oil/water separator that may contaminate the environment. - Suitability of Oil Water Separation System to Process
An oil/water separator designed and installed to meet a past process requirement may no longer be suitable when process requirements change, and/or the original maintenance plan is no longer followed. An oil/water separator that is put to a use for which it was not originally designed may be damaged or may not function properly, and could become an environmental liability. For example, an oil/water separator designed to receive the wastewater discharge from a small engine wash rack will not be able to properly treat larger wastewater volumes from washing the exterior of locomotives. Process changes can also result in changes to the physical/chemical makeup of the wastewater being treated by an oil/water separator. Finally, process changes may also necessitate the modification of storm water and wastewater drainage systems. Such systems should remain separate from each other because excessive drainage of storm water to an oil/water separator could significantly impair its operation and efficiency. - Contaminants Contained in the Wastewater Stream
Metallic particles in the wastewater will settle into the sludge at the bottom of the oil/water separator. Solvents or fuel compounds may also be entrained in the oil/water separators’ sludge. This sludge could require management under the Resource Conservation and Recovery Act (RCRA) as a hazardous waste if it exhibits certain toxicity characteristics. Therefore, it is important to prohibit the discharge of certain types of potential contaminants into an oil/water separator, and to regularly analyze sludge samples to determine toxicity prior to disposal. To reduce the accumulation of sludge, floors should be dry-swept before washing. General improvements in spill/drip control and containment of hazardous materials and oils will also reduce the amount of contamination in oil/water separator discharges.
Determining the micron removal efficiency required to meet your effluent requirements (ppm, mg/l) is an important step in the design and sizing on oil water separators. A small change in the micron removal efficiency can result in a large change in the size of the specified oil water separator. For example look at the following spreadsheets.
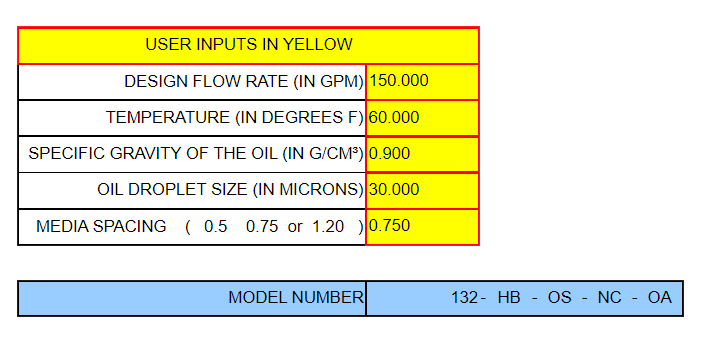
Example 1
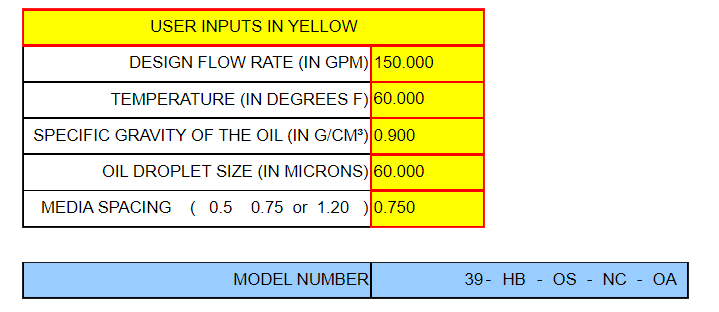
Example 2
The only change in the above spreadsheets was the micron removal efficiency “OIL DROPLET SIZE (IN MICRONS)”. All other variables remain the same.
On the first spreadsheet, the “OIL DROPLET SIZE (IN MICRONS)” was input at 30. On the second spreadsheet, the “OIL DROPLET SIZE (IN MICRONS)” was input at 60. You will note that the recommended model #’s (which represent the total cubic feet of media required) changed from 132 cubic feet to 39 cubic feet. That is a 70% change in the total size of the separator.
Both examples are suitable for 150 gallons per minute. Both examples will remove the target oil with a specific gravity of .90 and less. The real world difference between the two is that the first example will be far more efficient than the second.
This example should reinforce the importance of accurately conducting the “Test for Determination of Susceptibility of Separation on Oil From Water in a Gravity Type Oil Water Separator“. If you size a separator without knowing the target removal efficiency, you will end up greatly over sizing the separator, because you will need to err on the safe side, and size the separator for maximum efficiency.
Following are the definitions and categories of different oil droplet sizes as defined by the “American Petroleum Institute” in the mid 1970’s.
1. FREE OIL: Oil droplets 150 microns in diameter and larger
2. DISPERSED OIL: Oil droplets from 20 to 150 microns in diameter
3. MECHANICALLY EMULSIFIED OIL: Oil droplets less than 20 microns in diameter
4. CHEMICALLY EMULSIFIED OIL: Oil droplets less than 20 microns in diameter with a chemical bond to other molecules
5. STABLE EMULSION/DISSOLVED OIL: Oil in solution with its carrier (i.e. machine cooling solutions)
Solving for and designing a separator capable of removing free oil is relatively easy. Solving for and designing a separator capable of removing dispersed oil is a bit more complicated.
Most manufacturers of oil water separators make the following statement…
The oil/water separator proposed is sized according to the American Petroleum Institutes Publication No. 421 formula for Oil Water Separator sizing. This separator will remove virtually all free and dispersed oil from the wastewater. The effluent shall contain less than 10 mg/l of oil droplets greater than 20 microns with a specific gravity of 0.85 or less…
While this statement can be substantiated today by inserting a set of variables into some basic formulas, it is interesting to note that the removal of any oil droplet diameter can be solved mathematically. But, just because it is calculable does not mean that it will perform that way in the real world.
A Little History:
The above statement, in it’s basic form, was first penned by AFL right after the first API publication on the sizing of oil/water separators hit the street. I worked at AFL in the late 70’s and was friends with Mike Lynch, one of the founders and the head of engineering. I later worked for Mike at Great Lakes Environmental and was in charge of developing GLE’s standard product line, one of them being their line of oil/water separators. We had a number of conversations in regard to this topic and the above statement. It is interesting to note that, according to Mike, they never tested or proved this statement. No tests of any kind were ever conducted in any way, shape or form. They relied solely on basic Stokes’ Law calculations.The rule of thumb that they developed for separator sizing was 2 GPM per cubic foot of media…period… regardless of specific gravities involved, oil droplet removal efficiency, etc. In fact, I believe that the separators developed by Mike and myself with AFL and Great Lakes Environmental are still being manufactured today. In exactly the same manner. Using exactly the same criteria. 2 GPM per cubic foot period.
HydroFlo was the first company to start applying the formulas found in API 421, requiring sizing a separator based on varying specific gravities and oil droplet removal efficiencies. We published a little DOS based program and distributed literally thousands of copies worldwide.

Anyway, I digress…
Even though it is possible to run the calculations for removal of a 20 micron oil droplet, or even smaller, the conditions have to be perfect to actually achieve it in the real world.
The chart at the right illustrates the comparative difference in the volumes of oil droplets ranging in diameter from 20 to 150 microns.
Below is the conversion from microns to decimals of an inch.
020 micron = 0.000 787 401 574 inch
030 micron = 0.001 181 102 362 inch
040 micron = 0.001 574 803 149 inch
050 micron = 0.001 968 503 937 inch
060 micron = 0.002 362 204 724 inch
070 micron = 0.002 755 905 511 inch
080 micron = 0.003 149 606 299 inch
090 micron = 0.003 543 307 086 inch
100 micron = 0.003 937 007 874 inch
110 micron = 0.004 330 708 661 inch
120 micron = 0.004 724 409 448 inch
130 micron = 0.005 118 110 236 inch
140 micron = 0.005 511 811 023 inch
150 micron = 0.005 905 511 811 inch
Even a 150 micron oil droplet is less than twice the diameter of the typical human hair.
The difficulty in separating oil droplets in the 20 micron range is that their mass is not great enough to overcome the droplet’s surface tension. The droplets bounce off each other like so many marbles, unable to coalesce with other oil droplets or onto the surface of any coalescing media. Any trace of surfactant or emulsifying agent makes the process even more difficult. In actual practice, separation of oil droplets down to the 30 to 40 micron range is a realistic goal for any enhanced gravity oil/water separator.
If you do come across someone who says that their separator will “remove 99% of all oil droplets greater than 20 microns” ask them for quantifiable supporting tests to prove the claim. They will respond with supporting calculations, but no one will respond with any quantifiable study supporting the claims. Many can supply influent and effluent test results showing the total change across the separator, but no one will be able to supply information on the particle distribution and actual removal efficiencies.
If you go to 10 different oil/water separator manufacturers and ask them to size a separator for a specific application, without giving them a written specification. For that matter, even when a written specification is supplied, you will get 10 different answers. Everyone bases the efficiency of their separator on their separator’s projected surface area. But, other design variables are all over the map. Plate spacing will vary from as little as 3/8″ to 2″, and more. The angles and configurations of the plates are vastly different from manufacturer to manufacturer. Overall separator volume from the largest to the smallest designs can fluctuate as much as 150% or more.
When comparing one manufacturer to another, it is best to compare the volume of the separation chamber (or size of the media pack) in cubic feet verses the sell price. This ratio should give you the separator cost per cubic foot of media. This is important because the physical size of the separation chamber is the greatest factor in the cost of manufacturing any separator. The actual projected surface area or “coalescing” area has a much smaller impact on the separators overall cost.